背景
おしゃぶりは、赤ちゃんや子供が吸う人工乳首の一形態です。 液体はおしゃぶりを通過しません、むしろ、乳首を吸う作用は、赤ちゃんを落ち着かせたり落ち着かせたり、赤ちゃんを静めたり、歯が生える間に歯茎
おしゃぶりは、一般的に三つの部分を持っています:乳首;ガード、赤ちゃんの唇にかかっています; そして、ガードの中央に取り付けられたリング。 人工乳首は、常に密接に母親の乳首をシミュレートする材料で作られています。 それは通常ラテックスまたはシリコーンであり、時折硬質プラスチックである。 ガードは乳首にしっかりと取り付けられており、子供による乳首の摂取を防ぎます。 ますます、おしゃぶりメーカーは、乳首とマウスガードが1つの材料であり、2つが製造プロセス中に融合する必要がないように一緒に成形されるべきで おしゃぶりが二つの部分で作られているとき、それはその接合部で失敗し、潜在的な窒息の危険性を作成するためのより大きなリスクにあるという このガードは、ガードを摂取した場合に穴が空気を気管に通過させることを確実にするために、その中に穴を持たなければならない。 最後に、摂取の際におしゃぶりを口から強制的に引っ張るために、ガードの中心にあるリングが存在しなければならない。
おしゃぶりの製造業者は、おしゃぶりの失敗が乳児および幼児を窒息させるのを防ぐために開発された広範な政府規制に従わなければならない。 米国で作られたおしゃぶりは、これらの規制に準拠していることを確認するためにテストを受けなければなりません。 これらの規制でさえ、おしゃぶりは製品の故障のために時折リコールされます。 製造業者は生産の前に各々の新しいおしゃぶりの設計を広範囲にテストし、次に情報がいつでも要求されれば手の承諾のレポートを保たなければな
歴史
おしゃぶりの初期の歴史は、赤ちゃんのガラガラの開発と使用に密接に結びついています。 二人はしばしば泣いている赤ちゃんをアミューズとassuageの両方に添付されていました。 ガラガラは、儀式や音楽やダンスの使用のための原始的な大人によって何世紀にもわたって使用され、棒、歯、シェルやポッドの可能性がありました。 さらに、原始人は悪霊を追い払うために鐘でガラガラを使用し、子供たちも鐘を身に着けていました。 ローマ人は子供たちに歯が生えるために、病気を追い払うために赤ちゃんの口に引っ張られた牡丹の木のビーズのネックレスを与えました。 このようななだめるようなビーズネックレスは、何世紀にもわたって使用されました。 いくつかのガラガラは、赤ちゃんが吸うとteetheのために使用された石や骨の滑らかな部分を挿入したハンドルで構成されていました。 ガラガラのこの端はガムスティックとして知られていて、岩の結晶、象牙、瑪瑙、カーネリアン、真珠母、骨、またはサンゴでできていて、そのすべてが歯茎に冷
サンゴは、魔法、魔法、てんかんだけでなく、霊から子供を守るために考えられている最も効果的な材料の一つでした。 サンゴのネックレスは、この理由のために出生時に赤ちゃんに与えられました。 (いくつかの文化では、サンゴのネックレスはまだ適切な赤ちゃんの贈り物です。)それは、多くの場合、サンゴと鐘と呼ばれていた単一の赤ちゃんのおもちゃにサンゴとガタガタの鐘を組み合わせるために時間がかかりませんでした。 これらのデバイスは、一方の端にサンゴの枝ともう一方の端に取り付けられた鐘を持つ金属シャンクを持っていました。 珊瑚は吸われ、かなり柔らかく、knobbyであることは鐘が鳴り、悪霊を離れてwardedと同時に痛むゴムに対して赤ん坊そして摩擦をなだめることができる。 かなり高価なサンゴや鐘は、一般的に銀や金細工師によって作られ、1700年までに植民地で販売されていました。 杖の砂糖やキャンディーの棒は、同様に吸うために赤ちゃんに与えられました。 吸うために使用される安価なガラガラは、口に入れることができる小さな野菜のひょうたんや籐や柳のガラガラと木のガムスティックが含まれてい 赤ん坊の自身の指か拳はずっと多くの赤ん坊のための選択の調停者またである。
十九世紀半ばまでにゴムの木からの樹液が家庭用品の製造に利用されたとき、授乳ボトルの乳首や簡単な石鹸が考案されました。 二十世紀では、ゴムおよび準材料のよりよい洗練と、多くの会社は調停者の市場に入りました。 硬質プラスチックとシリコーン成形機は、多くの規制なしに製品を生産しました。 しかし、米国消費者製品安全委員会はすぐに規制されていないツーピースと硬質プラスチックおしゃぶりで壊滅的な失敗を見て、以来、広く業界を規制
原材料
おしゃぶりは、母親の乳首によく似た柔らかく柔軟な材料から製造されています。 ますます、医師や安全の専門家は、分離し、窒息の危険をもたらすことはできません単一の材料の単一ユニットとしておしゃぶりを製造するために製 したがって、生成物は、好ましくは、単一の材料から成形される。 2001年には、おしゃぶりは主にラテックスまたはシリコーンのいずれかから構成されていますが、他の軟質プラスチックを製造に使用できます。 残念なことに、製造業者は、これらの他のプラスチックを軟化させるには、小さな子供に有害であることが証明された化学添加物が必要であり、おしゃぶりは建設の失敗のためではなく、原材料の加工に有害な添加物が使用されたために連邦政府によってリコールされていることを発見している。
ラテックスは、技術的には天然ゴムラテックスと呼ばれ、ゴムの木Hevea brasiliensisによって製造されています。 この木からの乳白色の乳液は木を叩くことによって収穫される。 樹液は、得点されると木から滲み出て、何千もの家庭用製品の製造のために収集され、処理されます。 樹液のために叩かれる乳液の木のほとんどは東南アジアおよび南アメリカにあります。 化学薬品は未加工乳液に伸縮性および強さを高めるために加えられます。 タンパク質は、一部の消費者に重度のアレルギー反応を引き起こしたこの天然物質に見出される。 ほとんどの製造業者は製品種目から乳液をその結果除去しているか、または消費者に対するこれらの蛋白質の効果を妨害するために乳液を扱って さらに、ラテックスは、製品が沸騰し、冷却され、その後、形状を保持し、正常に実行する能力について評価される繰り返しの”沸騰および冷却試験”を生 ラテックスは、これらの試験中に他の物質よりも迅速に崩壊する。 おしゃぶりは、崩壊の危険性なしに滅菌のために繰り返し沸騰または洗浄することができないので、これは懸念される。
アメリカのおしゃぶりのための選択の原料は乳液より高いシリコーン、しかし優秀な性能です。 シリコーンは、比較的化学的に不活性であり、高温で安定であり、酸化に抵抗する合成ポリマーである。 従って、シリコーンは沸騰を存続でき、従って殺菌を要求するプロダクトのための乳液そして優秀なよりずっとよく周期を冷却します。 いくつかのおしゃぶりメーカーは、それが使用のための優れた等級であることを意味する”認定”されたシリコーンを購入する。
デザイン
おしゃぶりのデザインは、その製造の非常に重要な部分です。 おしゃぶりメーカーの研究責任者は、回路図設計を支援する情報を収集します。 彼または彼女は赤ん坊の上下の口の構成、吸うことの舌の役割、および母のニップルが看護の間にいかに働き、感じるか最も最近の情報を捜す。 いくつかは、彼らが赤ちゃんがおしゃぶりに必要と考えているものについての医療専門家と直接相談します。 情報が収集されると、研究部門は製造部門と協力して、研究の結果として行われた推奨事項に適合するおしゃぶりを生産します。
最も重要なのは、米国消費者製品安全委員会のおしゃぶりに関する要件の上にとどまる研究部門の責任です。 これらのガイドラインは、おしゃぶりの射出成形を
製造業者が遵守しなければならない基準。 2001年現在、”おしゃぶりルール”と呼ばれるように、マウスガードは、赤ちゃんの口に吸うことができるほど小さくて柔軟ではないこと、おしゃぶりが最初に落ちる必要がある場合におしゃぶりを赤ちゃんの口に強制する可能性のあるハンドルやその他の突起がないこと、おしゃぶりは、介護者におしゃぶりを子供の首の周りに縛らないように警告するためにラベル付けされていること、おしゃぶりが激しくテストされたときにおしゃぶりがより小さな部分に離れてこないことが要求されている。 これらのガイドラインを念頭に置いてすべての新しいおしゃぶりを設計するのは製造業者の責任です。 製品のテストは、これらのガイドラインでも指定されています。
製造プロセス
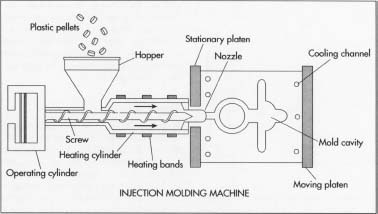
おしゃぶりの製造プロセスは非常に簡単です。 ほとんどがワンピースの構造、安全のための好まれた方法から成っているので、生産は液体の射出成形を使用して1つの段階で起こります。 液体射出成形は金属ダイカストから派生したものですが、溶融金属とは異なり、ポリマーは粘度が高く、金型に注ぐことができません。 代わりに、大きな力を使用して中空金型にポリマーを注入する必要があります。 溶融ポリマーに与えられた名前である大量の溶融物は、冷却時にいくらかの収縮があるので、キャビティ内に強制されなければならない。
- まず、ポリマーのペレットを非常に高い温度、通常は360-420°F(182-216°C)で溶融させる必要があります。 餌は餌を溶かす機械にホッパーから与えられます。 ポリマーは今溶融し、注入の準備ができています。
- 次に、溶融物を非常に高速で約300-700psiの強い圧力下で金型に打ち込みます。 溶融物が金型を満たし、次いでポリマーの冷却および凝固による収縮を補償するために、もう少し溶融物が添加される。
- ポリマーが冷却されると、金型から分離されます。 この凝固させた部分は型から単に自動的に出、溶解および注入周期は再度始まって準備ができています。 各サイクルは、ポリマーが冷却してセットするのにかかる時間に応じて、10〜100秒かかります。
- その後、ワンピースおしゃぶりを検査し、出荷のために梱包します。 おしゃぶりは、パッケージ化されたときに無菌とはみなされませんが、清潔であると見なされます。
品質管理
おそらく、品質管理の最も重要な部分は、製造プロセスの最初と最後に起こります。 第一に、製品に使用するために取得された材料は、多くの場合、清潔さのために認定され、安全でない化学物質が存在しないことを保証します。 その後、プロトタイプは、製品が米国
消費者製品安全委員会。 この連邦政府機関は、テストとそれらがどのように実施されるかを指定します。 行われなければならないテストには、乳首を引っ張るために強い圧力を使用して、赤ちゃんが乳首を摂取するのがどれほど難しいかを見る”プルテ 10ポンド(4.5kg)の圧力が一定期間発揮されます。 また、製品のサイズの測定値は細心の注意を払ってチェックされ、再チェックされます。 さらに、マウスガードのチョーク穴は、手数料に応じて一定の直径でなければなりません; 工場は、製造後または広範な金型使用後に穴のサイズや形状が変更されていないことを確認するために、製造後の穴のサイズを確認する必要があ 沸騰試験は、材料が繰り返し使用に耐えることができるかどうか、および沸騰および冷却後に構成が変化するかどうかを決定するために行われる。 一部の企業は、これらのテストを実施するために独立した研究室と契約しています。 これらのテストの結果は、一般的に、誰もが製品の安全性に挑戦した場合に会社によって保持されます。
副産物/廃棄物
シリコーンおしゃぶりを作るとき、原料が非常に高価であるため、会社はすべてのフラッシュまたは廃棄物を再利用しようとしています。 複数のキャビティを持つ金型では、溶融物は長いチャネルであるランナーを使用して各キャビティに流れる。 ランナーは時々フラッシュと言われるポリマーのビットを含んでいます。 ランナーが冷却して固化することが許される場合、ランナーは部品から分離され、再研削され、再加熱および溶融のためにペレットに変換されなければな 熱いランナー型では、ランナーはシステムに戻って自動的に再び熱され、流れます。 熱いランナーシステムが事実上すべての無駄を除去する間、型システムは非常に高いです。
将来
単一ユニットデバイスとしておしゃぶりを製造することは、将来の主な傾向です。 この設計は子供のための窒息の危険を提起してがより少なく本当らしいので好まれます。 使用される原材料の種類の改善も研究されています。 おしゃぶりになるゴムやプラスチック材料には、吸うときに幼児に移される可能性のある有害な化学物質が含まれていないことが重要です。
歯列矯正の問題は、おしゃぶりを長期間使用し、一次歯を発達させた後の小児によく発生します。 研究開発の労働者は、おしゃぶりの使用の長期的な影響を最小限に抑えるおしゃぶりを開発するために、子供の口の構造とその吸うパターンを分析
詳細を学ぶ場所
本
ヘンリー*フランシス*デュポン*ヴィンタートゥール博物館。 子供たち! 子供の頃の200年。 ハノーバー、ニューハンプシャー:ニューイングランドの大学プレス、1999。
ワイス、ハリー B.アメリカの赤ちゃんがガラガラ。 トレントン、ニュージャージー州:1941年。
その他
“おしゃぶりのための要件,16C.F.R.パート1511. 米国製品安全委員会のWebページ。 2001年12月。 < http://www.cpsc.gov >.
Paul Dailey、Children’S Medical Ventures,Inc.の研究開発ディレクターとの口頭インタビュー。 ノーウェルマ 2001年7月。
ナンシー-E-V-ブライク